Подготовка к процессу
Перед началом работы нужно подготовить сварочный аппарат:
- Проверить значение напряжения и частоты тока, данные должны совпадать и в сети и на корпусе аппарата;
- Если есть режим выбора напряжения, то лучше сразу выставить, далее выставить значение тока. Параметр мощности должен соответствовать номеру электрода, то есть диаметру.
- Проверить изоляцию кабеля. Надёжно закрепить зажим «заземление».
- Проверить все кабели, изолированы ли они, соединения, штепсели.
- Вставить электрод в держатель, который может быть винтовым и пружинным. Обязательно убедиться в том, что электрод держится крепко.
Например, инвертор имеет два кабеля. Один подсоединяется к детали, второй держит электрод. На них подают разные значения тока: плюс – на деталь, минус – на электрод при «прямой полярности». В некоторых случаях необходимо варить в режиме «обратная полярность», то есть плюс на электрод, минус на деталь.
Место сварки тоже должно быть подготовлено. Нужно очистить поверхность металла от любых загрязнений, ржавчины, окалины, масла. Большинство дефектов сварки возникают из-за плохо подготовленной поверхности. Электроды перед сваркой необходимо проверить на целостность: его покрытие должно быть однородным, без сколов. Также часто требуется просушить или прокалить расходные материалы.
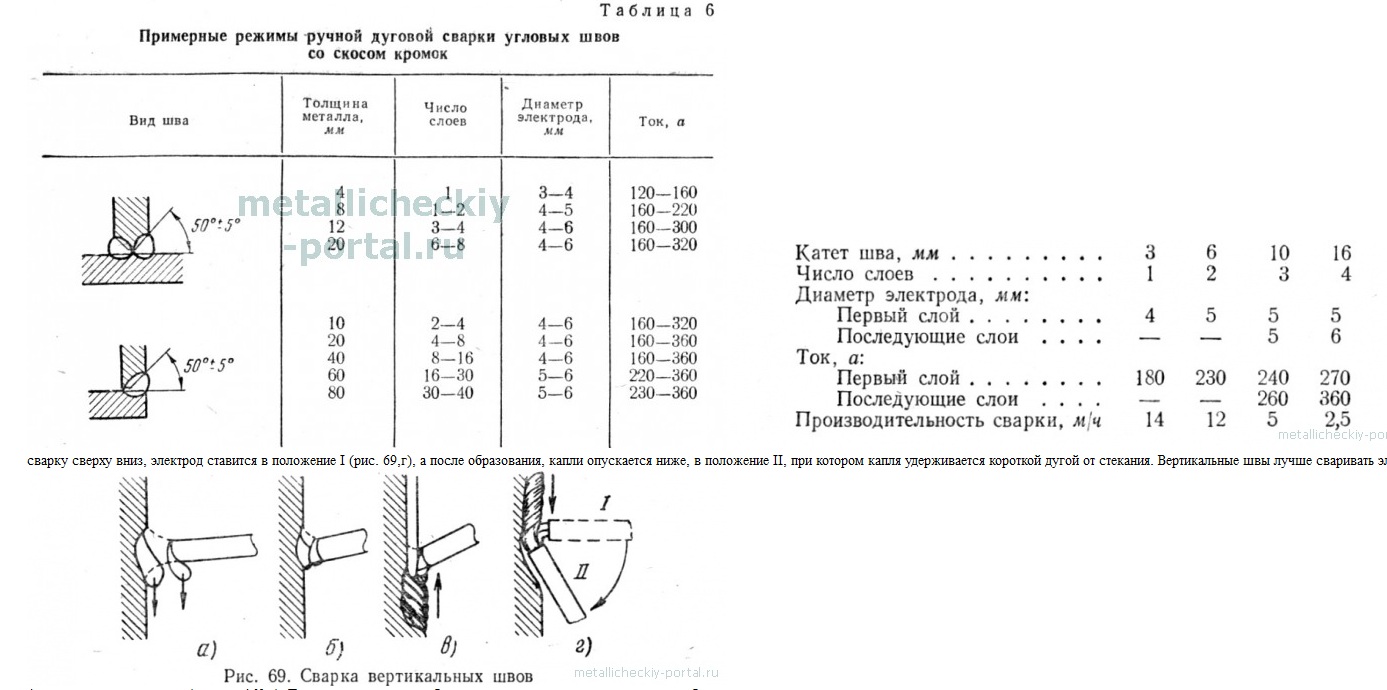
Еще один важный вопрос: какой ток выставлять. Чем выше ток, тем стабильнее дуга, но сильно большое значение может прожечь металл. Выставляемый ток напрямую зависит от номера электрода и толщины детали. Для горизонтальной сварки можно ориентироваться на следующие значения ампеража: (таб.1)
Для вертикальной сварки значения нужно уменьшать на 15%, для потолочных швов – на 20%. Однако на практике в процесс сварки вмешивается множество других факторов, поэтому выявить правильный ампераж можно только опытным путём.
Другие виды сварки
Важнейшим элементом любой металлоконструкции является сварной шов. В связи с этим техника сварки вертикальных швов, а также других вариантов соединения будет крайне полезна новичкам.
Существует большое количество методов, применяемых для формирования надежных стыков в случае различного расположения деталей относительно друг друга. Также разработаны специальные техники движения электродов, например, елочкой, лодочкой и т.д.
К наиболее простым видам сварки относится работа в горизонтальном положении. Однако существуют и более сложные виды швов.
Стыковые
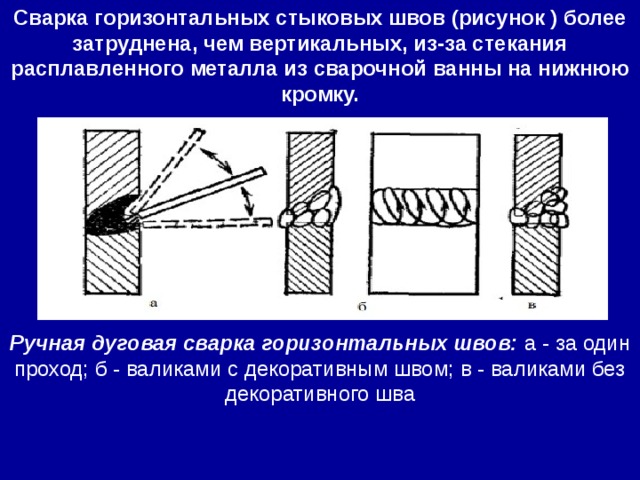
Проще всего осуществлять данный тип соединения не на вертикальной плоскости, а на горизонтальной.

Чертеж сварочных швов.
Выполнять сварочный процесс можно несколькими способами:
- в пространстве;
- на съемной медной подкладке;
- с предварительным швом.
В первом случае самым трудным является проваривание корня по всему изделию. Упростить задачу может применение медной подкладки. Благодаря высокой теплопроводности она предотвратит оплавление поверхности под деталями в результате контакта с расплавленным материалом. Ее можно легко удалить после окончания работ.
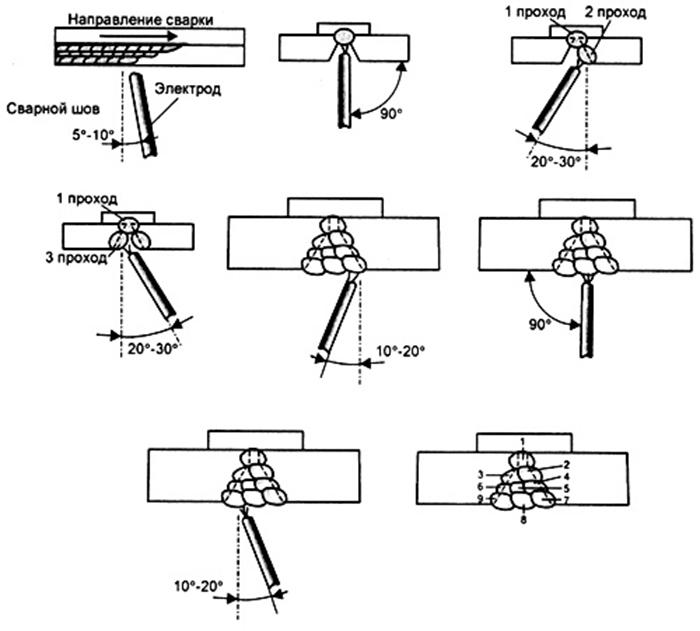
Сварные многослойные
Данная технология предусматривает проведение нескольких проходов. Перед каждым проходом предыдущий слой очищается и остывает. В связи с этим подобный способ соединения существенно отличается от других.
Слои варятся с использованием электродов разного диаметра. Нижний свариваем стержнями в 3-4 миллиметра в диаметре, а последующие – 5-6 миллиметров. Самый верхний слой является выпуклым, кроме того он выполняет термообработку нижних слоев.
https://www.youtube.com/watch?v=yEz_cweZtyQ
Кольцевые
Используется в стыковке труб и различных деталей запорной арматуры. Представляет собой смешанные виды дуговой сварки.
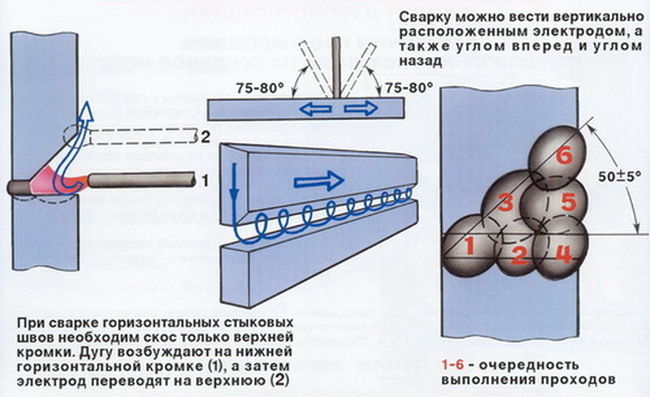
Вначале электросваркой делается вертикальный шов сбоку трубы, затем по окружности формируется горизонтальный. Таким же образом осуществляется сварка пластин, расположенных на потолке.
Особенности техники подготовки к кольцевой сварке следующие:
- изделие тщательно очищается;
- деформированные участки обрезаются и выравниваются;
- кромки зачищаются до блеска.
Обработка стыков во время сварочного процесса осуществляется постоянно, а повороты провариваются в несколько проходов. Каждое последующее соединение наносится только после очистки предыдущего от шлака.
В случае обнаружения трещин их удаляют, а образованный фрагмент заново заваривают.
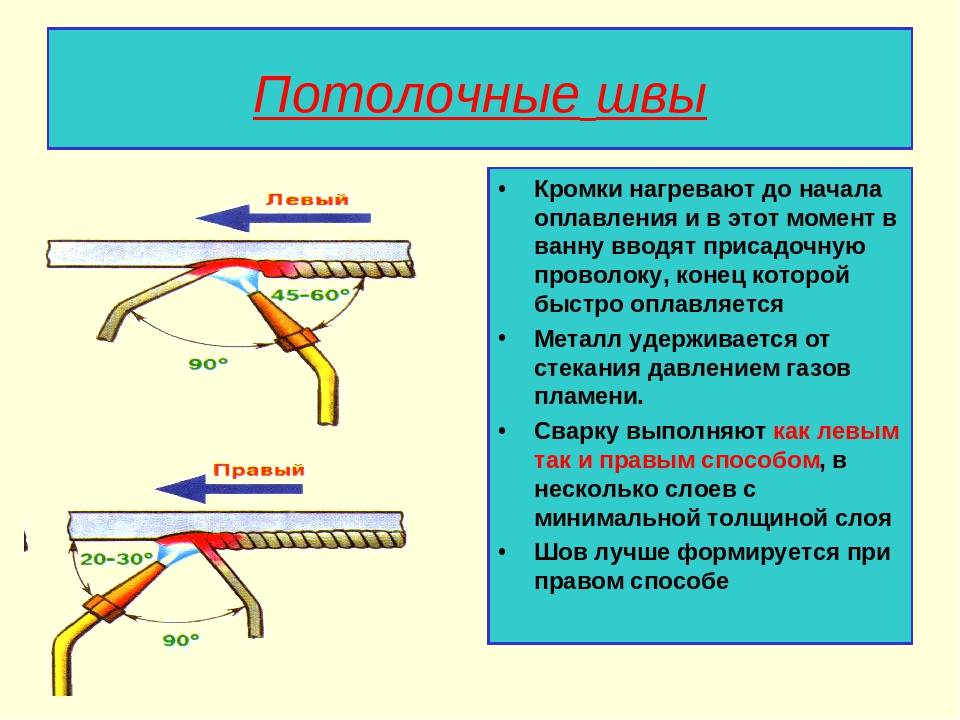
Потолочные

Характеристики разных видов сварных соединений.
Каждый неопытный сварщик окажется в замешательстве, столкнувшись с необходимостью сварить потолочный шов электросваркой. Данный тип соединения можно смело назвать сложнейшим сварочным швом. Следует отметить, что потолочная сварка вызывает массу проблем, связанных с неудобным положением мастера при работе.
Капли раскаленного металла так и норовят сорваться и упасть вниз, что еще больше осложняет процесс работы. Сам же расплавленный метал удерживается в ванне за счет действия силы поверхностного натяжения.
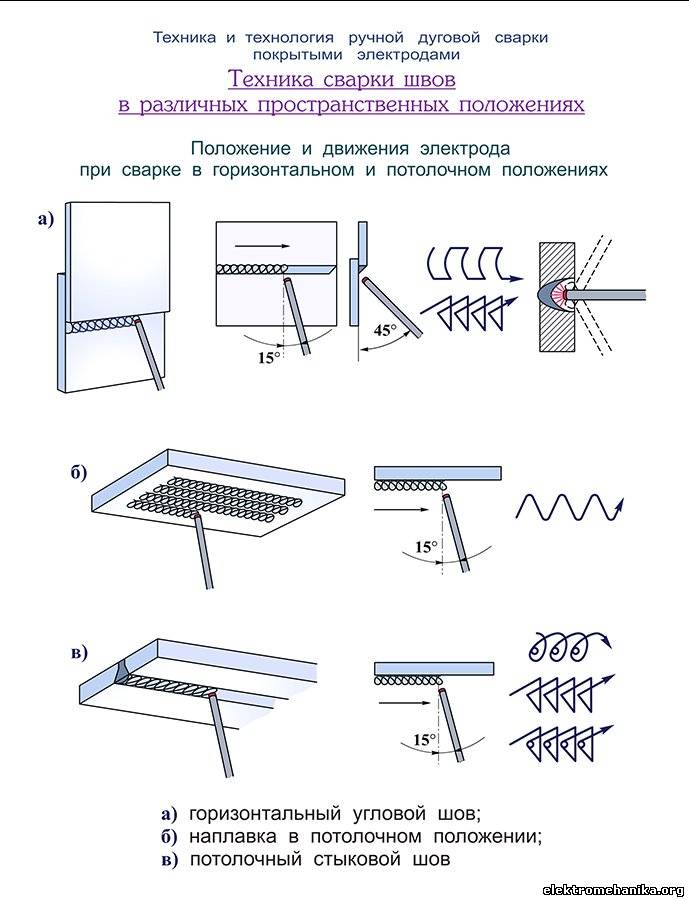
Сварка потолочного шва предполагает расположение электрода по нормали к поверхности изделия. При этом стержень осуществляет круговые движения. Таким образом удается расширить соединение.
Дуга должна быть короткой, чтобы исключить подрезы. Варить потолочный шов необходимо по следующей методике – металл должен затвердеть с наибольшей скоростью. Подобного эффекта удается достичь при использовании электродов с покрытием, у которого высокая температура плавления.
Помимо круговых следует также совершать вертикальные движения. Отдаление электрода от ванны приведет к гашению дуги. В результате металл начнет остывать и ванна уменьшится.
Таким образом, помимо стандартных дефектов формируемых при сварке, сварка потолочных швов характеризуется еще одной неприятной особенностью, избавиться от которой невозможно. Осуществляя подобное соединение необходимо заранее понимать то, что оно будет ослабленным и менее надежным, чем любое другое.

В связи с вышесказанным, в промышленном производстве подобные стыки практически полностью отсутствуют.
Технология исполнения сварных швов
После сваривания металлических деталей на них остается сварной рубец. Получается он в процессе застывания металла, расплавленного электрической дугой.
Также рекомендуем прочитать:
Принцип работы и проверка симистора мультиметром на исправность Самоделки из бензопил «Урал» и «Дружба» Как сделать подставку для паяльника своими руками Как выбрать сварочные электроды для инвертора: электросварка
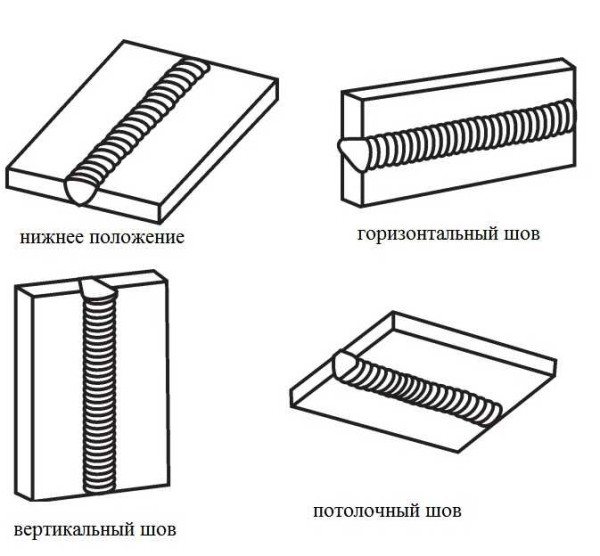
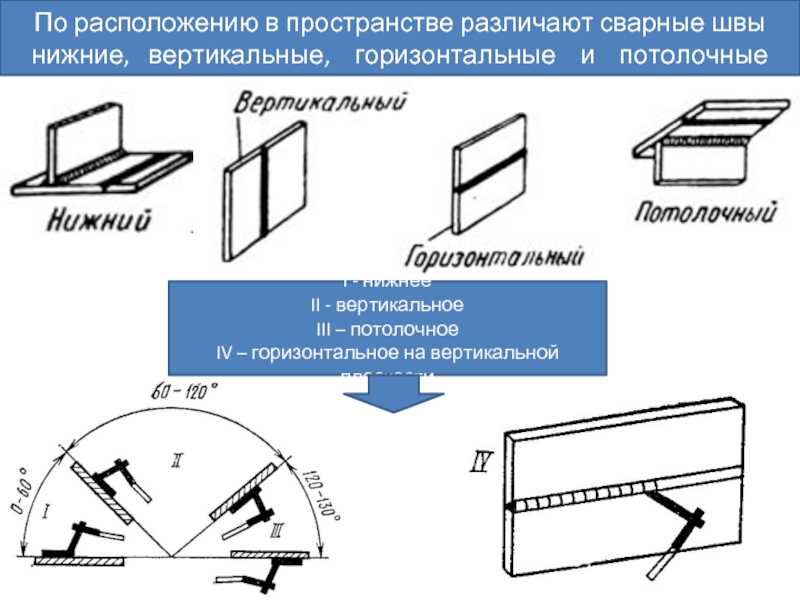
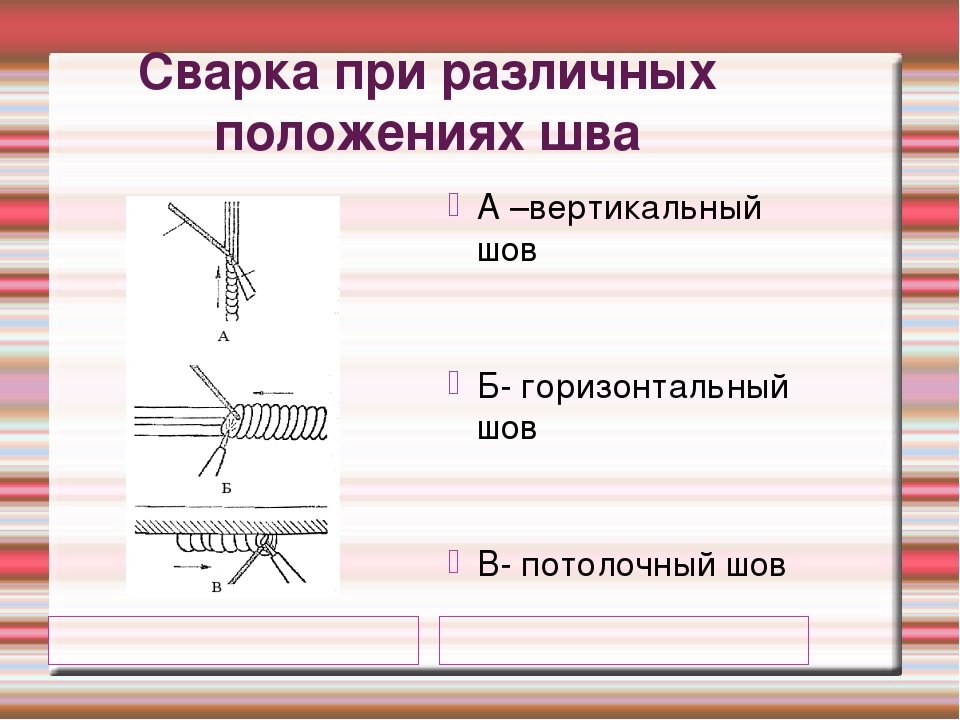
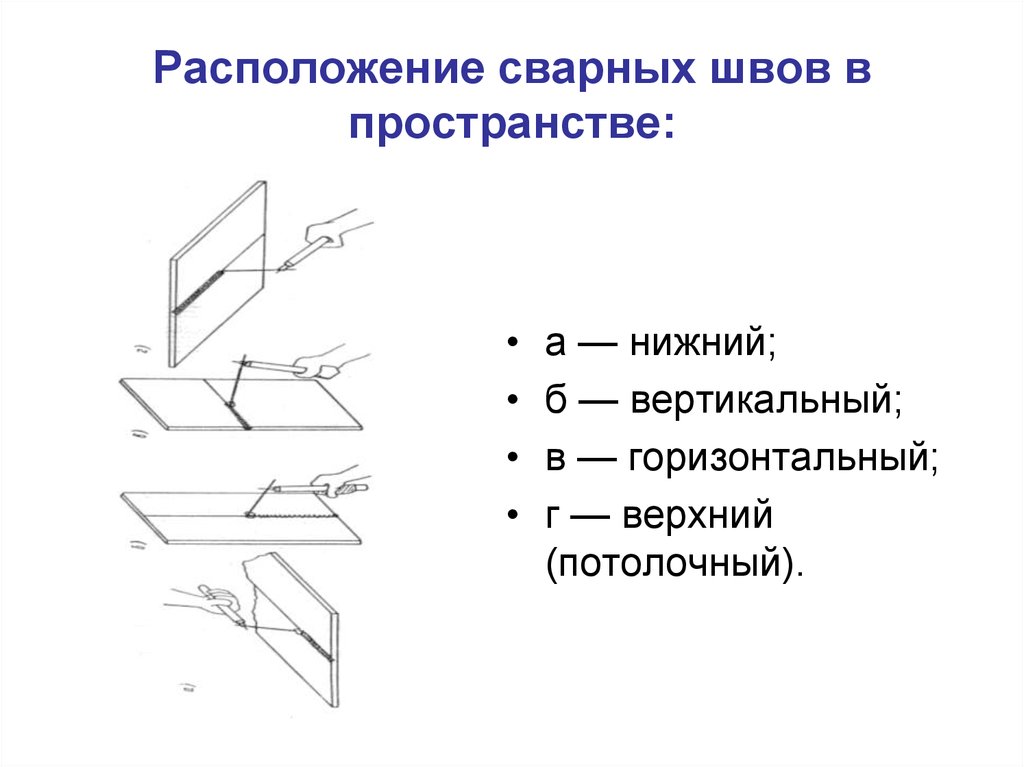
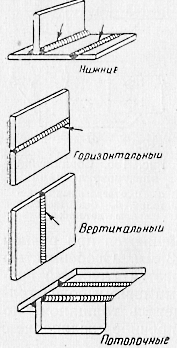
Сварщику приходится делать различные швы в зависимости от их расположения на металлической конструкции: вертикальные и горизонтальные. Рубцы к тому же могут различаться по расположению в пространстве. Они могут быть:
- Верхними.
- Нижними.
- Боковыми.
При изучении сварочной технологии лучше начинать работы с укладки сварного шва в нижней горизонтальной плоскости. Как показывает практика, в этих условиях достаточно легко контролировать расплавленный металл.
Сварить качественные швы в верхнем и боковом пространстве получится только после изучения техники сварочных работ и приобретения соответствующего практического опыта.
Азы электросварки
Сварное соединения металла на сегодня — самое надежное: куски или детали сплавляются в единое целое. Происходит это в результате воздействия высоких температур. Большинство современных сварочных аппаратов для расплавления металла используют электрическую дугу. Она разогревает металл в зоне воздействия до температуры плавления, причем происходит это на небольшой площади. Так как используется электрическая дуга, то и сварка называется электродуговой.

Это не совсем правильный способ сварки)) Как минимум, вам нужна маска
Виды электросварки
Электрическая дуга может образовываться как постоянным, так и переменным током. Переменным током варят сварочные трансформаторы, постоянным — инверторы.
Работа с трансформатором — более сложная: ток переменный, потому сварная дуга «скачет», сам аппарат — тяжелый и громоздкий. Еще немало напрягает шум, который издает при работе и дуга и сам трансформатор. Имеется еще одна неприятность: трансформатор сильно «садит» сеть. Причем наблюдаются значительные скачки напряжения. Этому обстоятельству очень не рады соседи, да и ваша бытовая техника может пострадать.
Технология сварочных работ
Для возникновения электрической дуги необходимы два токопроводящих элемента с противоположными зарядами. Один — это металлическая деталь, а второй — электрод.
При касании электрода и металла, имеющих разную полярность, возникает электрическая дуга. После ее появления, в том месте, куда она направлена, начинает плавиться металл детали. Одновременно плавится металл стержня электрода, переносясь с электрической дугой в зону плавления: сварную ванну.

Как образуется сварная ванна. Без понимания этого процесса вы не поймете, как варить металл правильно (Чтобы увеличить размер картинки щелкните по ней правой клавишей мышки)
В процессе также горит защитное покрытие, частично плавясь, частично испаряясь и выделяя некоторое количество раскаленных газов. Газы окружают сварную ванну, защищая металл от взаимодействия с кислородом. Их состав зависит от типа защитного покрытия. Расплавленный шлак также покрывает металл, способствуя еще и поддержанию его температуры. Чтобы правильно варить сваркой, необходимо следить за тем, чтобы шлак покрывал сварную ванну.
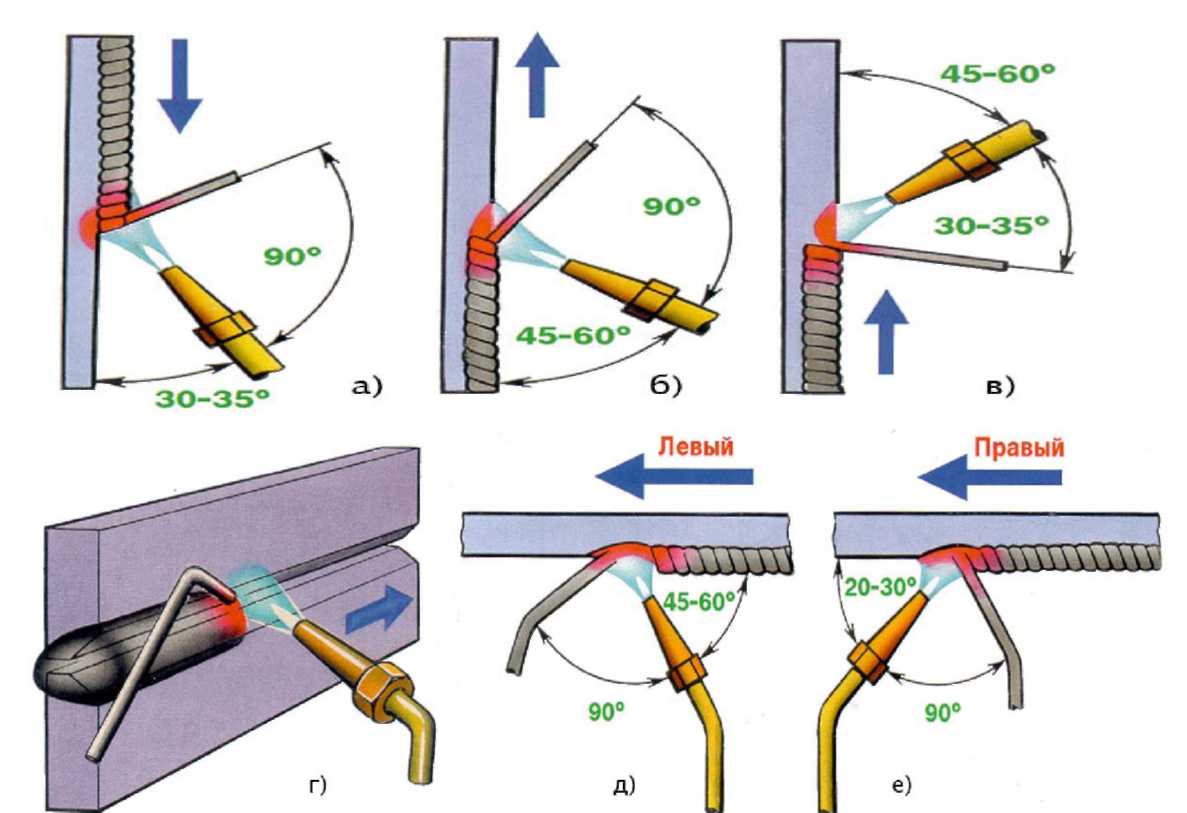
Сварной шов получается при движении ванны. А двигается она при перемещении электрода. В этом и заключается весь секрет сварки: нужно с определенной скоростью передвигать электрод
Важно также в зависимости от требующегося типа соединения правильно подбирать его угол наклона и параметры тока
По мере остывания металла на нем формуется корка шлака — результат горения защитных газов. Она также защищает металл от контакта с кислородом, содержащимся в воздухе. После остывания его оббивают молотком. При этом разлетаются горячие осколки, потому защита глаз обязательна (надевайте специальные очки).
О том, как сделать из баллона или бочки мангал можно прочесть тут. Как раз попрактикуетесь.
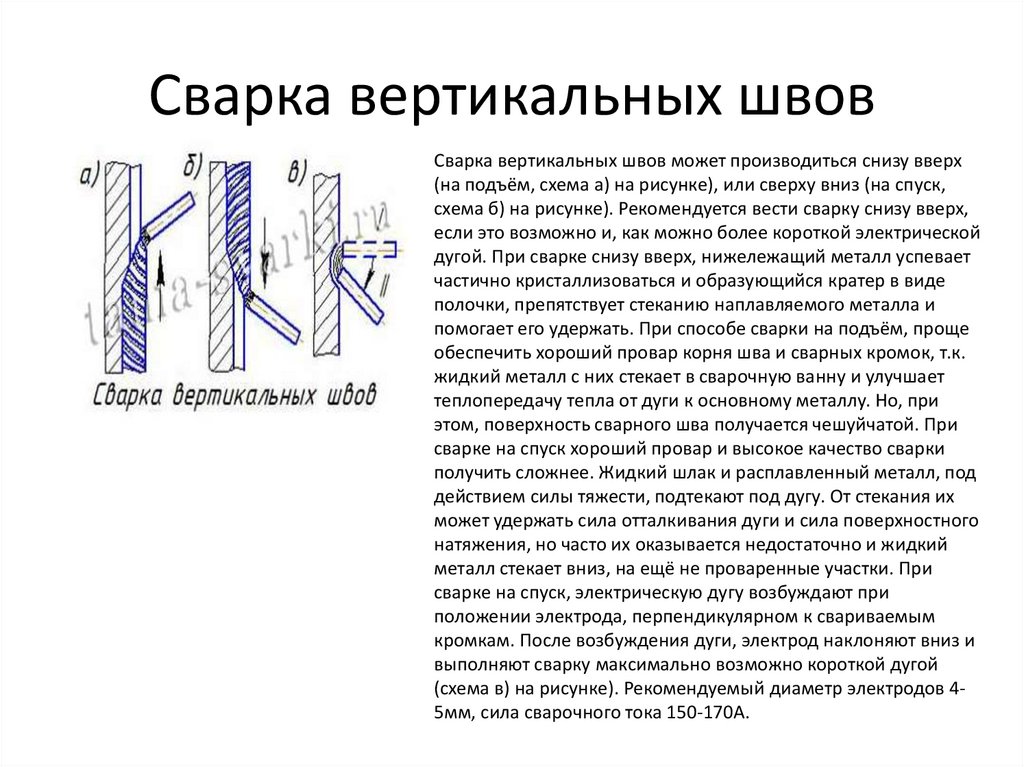
Особенности вертикальной сварки
Вертикальная сварка имеет сложность в том, что при создании шва, расплавленный металл норовит стекать вниз, чего ни в коем случае нельзя допустить. Если это произойдет, то поверх этой капли варить уже не получится, так как там содержится шлак от электрода.
Для создания качественной дорожки при ручной дуговой сварке, рекомендуется использовать короткую дугу на небольшом токе. При этом, мастер должен совершать движения снизу вверх, чтобы избежать ненужных потеков. Когда из расплавленной капли формируются вертикальные швы, нужно конец электрода убирать немного в сторону, чтобы дать материалу затвердеть и при этом не утратить искру.




Принципы вертикальной сварки
Для создания идеального шва, необходимо придерживаться несколько принципов вертикальной сварки:
- Если сварочные работы производятся на переменном токе, тогда обязательно начинать необходимо снизу. При этом кратер шва наполняется материалом так, что создает объемный валик, который параллельно служит некоторой подставкой для плавленого металла, находящегося немного выше. Таким образом и заполняется шов.
- При электродуговой методике металл в кратере шва при вертикальном положении должен застывать намного быстрее. Для этого лучше делать небольшие капли. Добиться такого эффекта очень просто, сократив дугу (расстояние между изделием и электродом).
Условия для качественного вертикального шва
Не все начинающие сварщики понимают, как варить вертикальный шов, чтобы он получился эстетичным, прочным и «правильным» с точки зрения качества. Есть несколько условий, выполняя которые получится идеальный шов практически с первого раза:
во время поджога нужно соблюдать перпендикулярное расположение электрода по отношению к деталям;
чем короче дуга, тем быстрее кристаллизуется металл и снижается риск потеков, которые портят шов;
во время формирования дорожки электрод необходимо наклонять, чтобы, металлические капли не стекали вниз;
если по неосторожности материал потек, нужно увеличить силу тока и ширину шва. Этот маневр даст больше времени для кристаллизации.. Учитывая, что бывают детали, которые нужно сварить только методикой сверху
Для этого нужно соблюдать осторожность и плавность. Тогда металл не будет стекать и портить изделие. Если свариваемые пластинки очень тонкие, например жестяные или оцинкованные, тогда нужно сделать следующее:
Учитывая, что бывают детали, которые нужно сварить только методикой сверху
Для этого нужно соблюдать осторожность и плавность. Тогда металл не будет стекать и портить изделие
Если свариваемые пластинки очень тонкие, например жестяные или оцинкованные, тогда нужно сделать следующее:
- максимально качественно зачистить детали, убрать с них пыль, грязь, остатки краски или масла, снять оцинкованный слой;
- шов делать точками. В этом случае снижается риск потеков и прожога делали.
Меры предосторожности
Плотная куртка и брюки являются обязательном атрибутом сварщика при выполнении работ на потолке. Перчатки в обязательном порядке должны иметь широкие края, которые бы закрывали манжеты. В противном случае окалина может закатиться за одежду и обжечь руки. Нужно одевать специальный головной убор без козырька, но с широкими полами, которые бы закрывали ворот куртки. То же самое касается и брюк. Нижние части штанин должны быть широкими и располагаться внахлест на верхнюю часть обуви.
При ударе о землю брызги разлетаются в разные стороны на приличное расстояние
Очень важно, чтобы рядом не было легковоспламеняющихся материалов. Отбивая шлак, сварщик должен быть в защитных очках, ведь осколки будут лететь вниз
А чтобы работу выполнить качественно, следует давать хотя бы небольшие, но частые передышки. Они помогут снять усталость с мышц рук и шеи.
Потолочную сварку освоить с первого раза не удастся. Нужно запастись терпением, долго и много практиковаться. Но после освоения метода уже можно приступать к сварке труб и металлоконструкций любой сложности.
Сварка в потолочном положении
Сварка происходит в несколько этапов, первый из них – проварка корня шва.
Корень шва
Используйте электрод диаметром 3 мм и силу тока минимального или среднего диапазона.
В зависимости от условий, сварку можно выполнить несколькими способами :
Если возможна выборка и подварка с обратной стороны, то при сварке следует обратить внимание на формирование валика с нижней стороны. Не должно быть нависаний и подрезов.
Лучше всего такой шов выполнить колебательными движениями от кромки к кромке, с задержкой на них
Таким образом, не потребуется дополнительная выборка, и после очистки соединения от сварки можно будет накладывать второй валик (читать далее Пластиковые потолки: особенности монтажа)
Лучше всего такой шов выполнить колебательными движениями от кромки к кромке, с задержкой на них. Таким образом, не потребуется дополнительная выборка, и после очистки соединения от сварки можно будет накладывать второй валик (читать далее Пластиковые потолки: особенности монтажа).
Потолочный сварочный шов
- Если есть необходимость формирования валика с обратной стороны, нужно совершать постоянные поступательные движения электрода внутрь зазора на минимально короткой дуге. Добейтесь того, чтобы дуга горела с обратной стороны, тогда металл будет застывать в форме зонтика (читать далее Потолочная плита байкал).
Основное внимание при такой сварке должно быть сосредоточено на обратном валике. При возможности выдерживайте скорость сварки в зависимости от нижнего валика, чтобы не было сильной выпуклости. Если всё-таки внутренний валик получился слишком выпирающим, то необходима выборка до чистого металла
Если всё-таки внутренний валик получился слишком выпирающим, то необходима выборка до чистого металла.
Корень шва с обратной стороны
Заполнение разделки
Сварка 2 и 3 валика происходит электродом 3 мм. на средне-максимальном токе, либо 4 мм. на среднем. Выбор зависит в зависимости от ширины первого валика. Чтобы не образовалось выпуклости, следует задерживаться на краях, затем немного смещать дугу по кромке и переходить лесенкой на другую кромку.
Если необходимо изменить форму валика при сварке, изменяйте скорость, наклоняйте электрод другим углом, увеличивайте величину шага.
Влияние угла наклона электрода на форму шва
Совет! Не делайте валики большой ширины, они будут давать подтёки и капать.
4 и 5 слой зависят от ширины предыдущих валиков – во всю ширину, или в 2 валика. Следующие слои выполняются в виде наплавки без колебательных движений. При подходе к кромке нужно оставлять расстояние диаметром электрода с покрытием, между предпоследним валиком и кромкой.


Как правильно варить потолочный шов — схема
Лицевой слой
Лицевой слой варится в углубление 0.5-2 мм.
В зависимости от толщины металла и ширины последнего слоя, может потребоваться несколько проходов.
При сварке в 1 проход и углублении предпоследнего слоя на 0.5-1 мм. необходимо производить сварку методом «вперед дугой». Шаг подбирайте в зависимости от формирования валика.
Если углубление от 1 до 2 мм, используйте метод «лесенкой».
При сварке в несколько проходов, боковые валики проходящие у кромки, в каждом случае варятся разными способами: с манипулированием или без него, лесенкой или дугой вперед. Последний валик по центру варится так, чтобы ровно соединить 2 боковых.
Подробная схема показана на картинке выше.
В заключение стоит добавить, что не стоит заниматься сваркой потолка без опыта. Это достаточно трудное дело, требующее определенных знаний и навыков, которые приходят со временем. Начинайте сварку с более простых видов соединений.
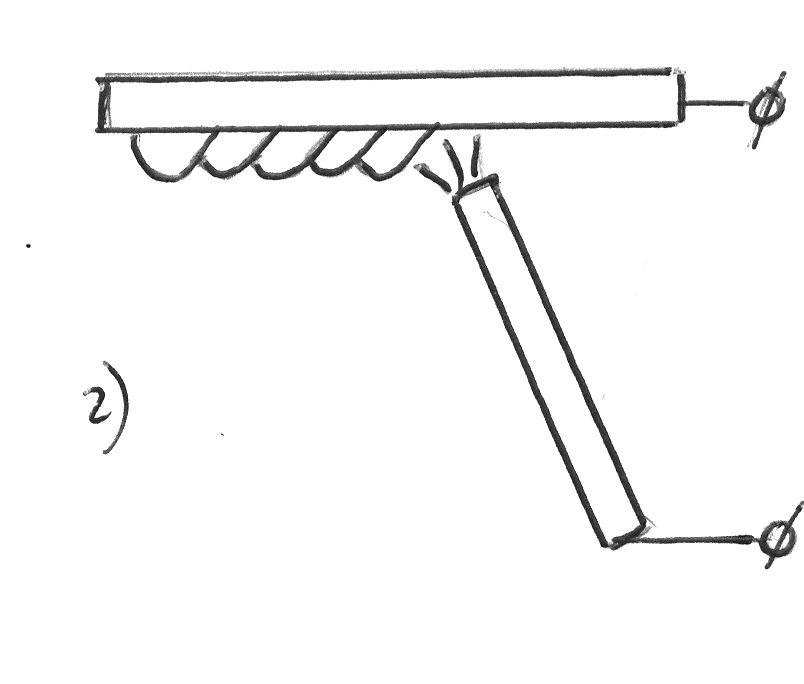
Одним из самых сложных сварочных швов является потолочный. Это объясняется тем, что в данном случае сварочная ванна перевернута вверх дном и поэтому во время проведения работ существует высокая вероятность того, что будут возникать подтеки раскаленного металла.
Наложение данного типа шва требует более тщательного соблюдения правил безопасности, так как расплавленный металл может попасть не только на одежду рабочего, но и на его лицо, шею, руки.
Схема положения шва в пространстве
Каждый профессиональный сварщик должен знать и уметь правильно варить указанный вид швов. Если в промышленном производстве такой способ используется редко, так как есть возможность перевернуть деталь, то в судостроении, при поведении строительно-монтажных работ и при сваривании трубопроводов он используется довольно часто.
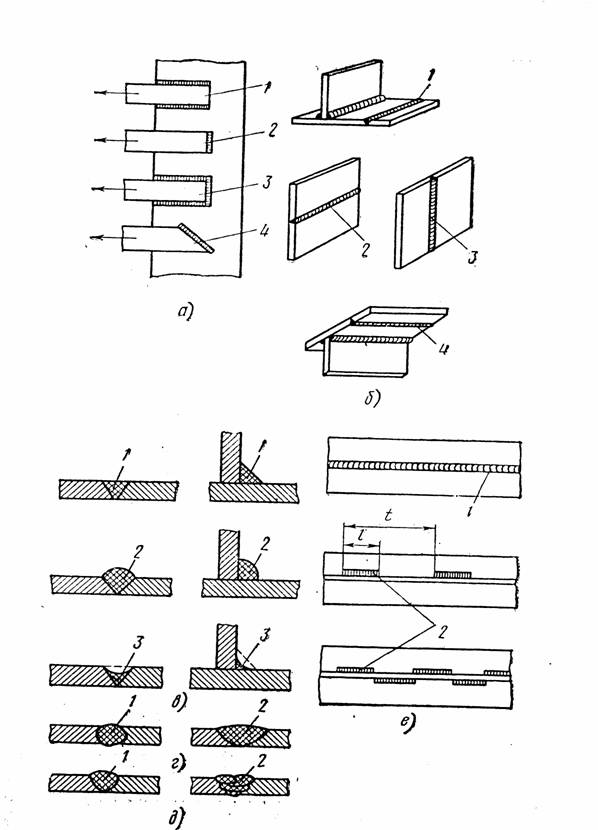
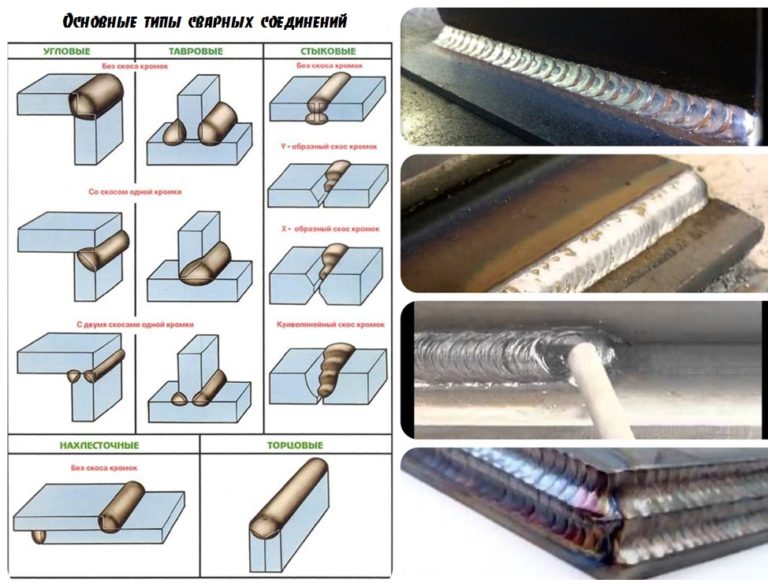
Типы сварных соединений
Классификация сварных соединений довольно обширна, они различаются по типу и виду сваривания деталей.
По типу соединения сварные швы бывают односторонними и двусторонними. Выбор в пользу одного или другого типа соединения делается в зависимости от технических параметров свариваемого изделия. Как правило, наиболее ответственные конструкции свариваются посредством двустороннего шва, что обеспечивает большую надежность соединению.
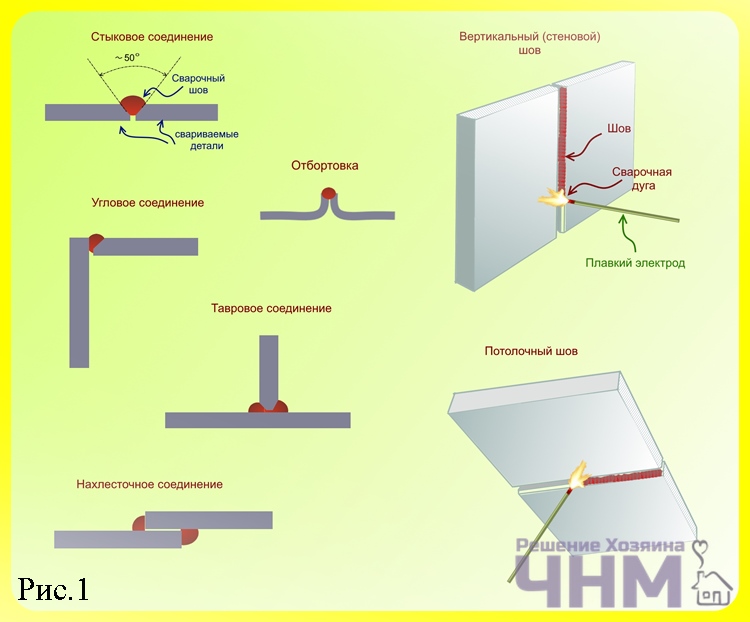
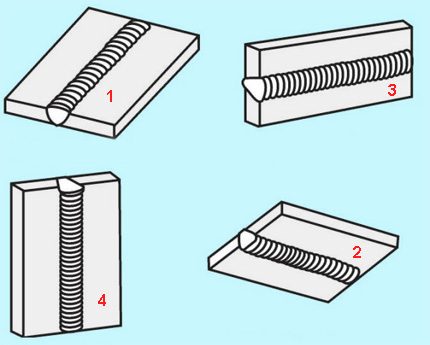
По виду соединения сварные швы подразделяются на следующие:

- стыковые
- тавровые
- угловые
- внахлест
Стыковые соединения

Этот вид соединения довольно часто применяется для сварки листовых металлических конструкций и трубопроводов. Между свариваемыми заготовками устанавливается зазор в 1-2 мм, а сами они по возможности жестко фиксируются во избежание смещения. В процессе сваривания зазор заполняется расплавленным металлом.
Металлические листы толщиной до 4 мм свариваются односторонним швом без их предварительной обработки, за исключением обязательной зачистки от коррозии.
При соединении изделий толщиной свыше 4 мм может применяться как односторонний, так и двусторонний шов. В этих случаях проводится предварительная разделка кромок в зоне сваривания.
Стыковая сварка заготовок толщиной свыше 12 мм требует обязательного наложения двустороннего шва, так как одностороннее сваривание не может расплавить такой слой металла. При этом необходимо провести предварительную разделку кромок с обеих сторон. В случае если конструктивные особенности заготовки не позволяют произвести двустороннюю разделку кромок, шов сваривается в несколько проходов, заполняясь многослойным наплавом.
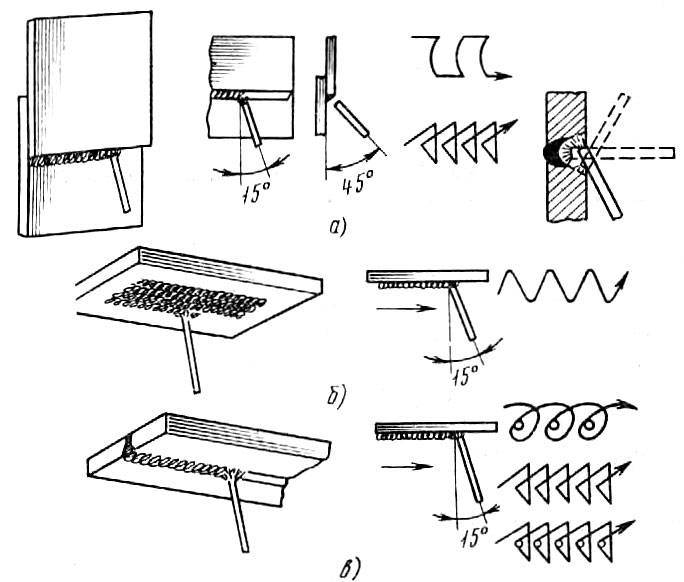
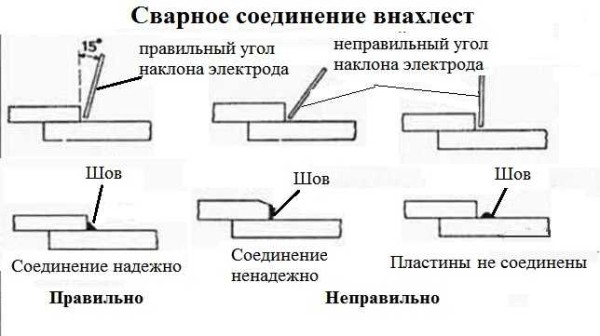
Сварка внахлест
Соединение внахлест применимо для сварки металлических заготовок толщиной до 8 мм. При применении этого вида соединения проварка осуществляется с двух сторон во избежание попадания влаги и возникновения коррозии между листами.

Для получения качественного шва при сварке внахлест, электрод должен находиться под углом от 15 до 45 градусов к рабочей поверхности. При отклонении от этих значений значительна часть расплава растекается в сторону от стыка, что в значительной мере снижает прочность соединения.
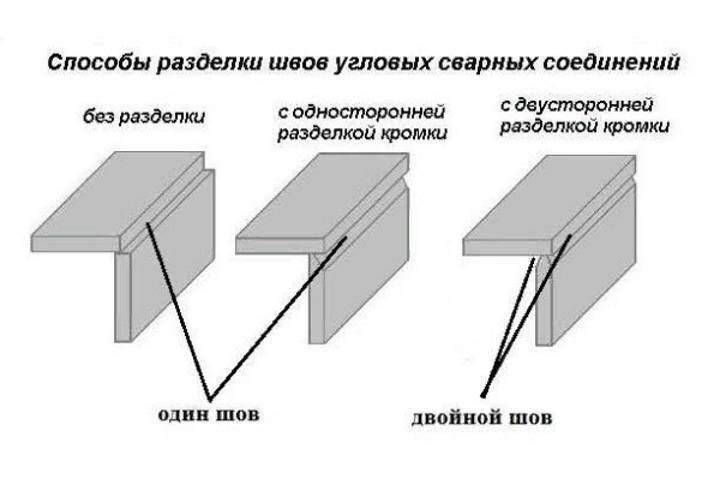
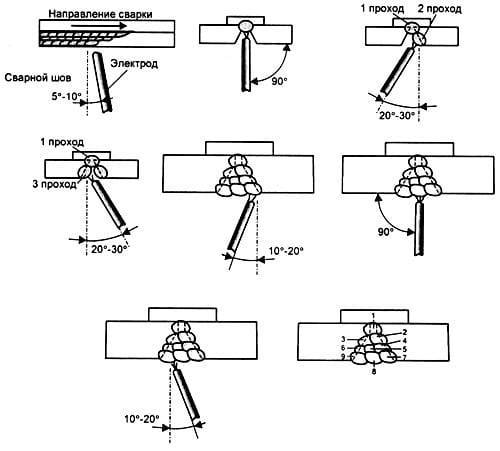
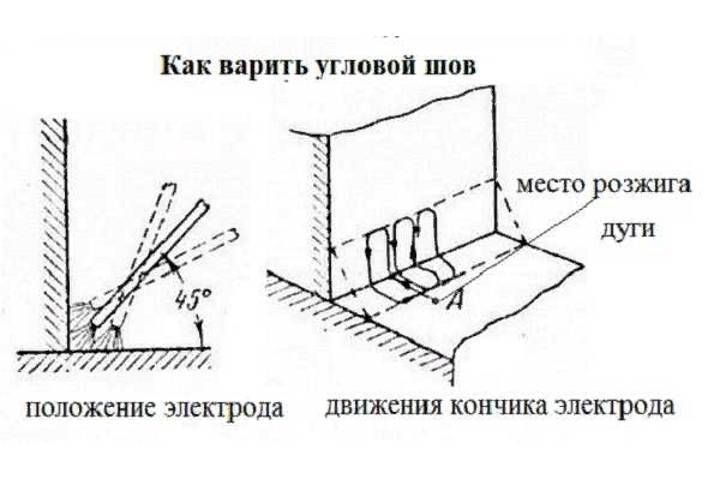
Угловые и тавровые соединения
Технология работы при этих видах соединения во многом схожа. Тавровые соединения в разрезе аналогичны букве Т, а угловые — букве Г.
В зависимости от толщины металла, тавровые соединения могут свариваться одним ил двумя швами, с предварительной разделкой или без нее.
Требования к сварке угловых швов такие же, как и в случае с тавровыми, так как, по сути, угловой шов рассматривается как часть таврового.
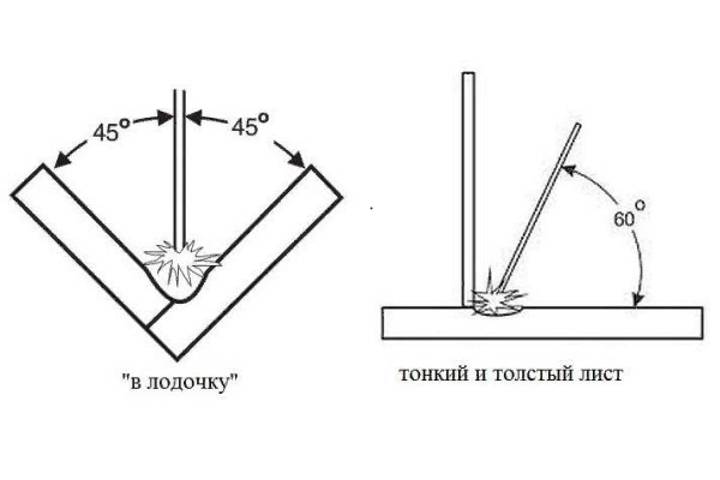
Для качественного соединения угловых или тавровых элементов, свариваемые плоскости следует расположить под одинаковым углом. Оптимальным является их сваривание «в лодочку». При соединении деталей разной толщины, угол наклона в сторону более толстой заготовке должен составлять порядка 60 градусов. В таком положении большая часть прогрева придется на толстую деталь, что позволит избежать сквозного прогорания тонкого металла.






Дефекты сварных швов
У начинающих сварщиков часто при выполнении швов встречаются ошибки, которые приводят к появлению дефектов. Некоторые из них критичны, некоторые — нет
В любом случае, важно уметь определить ошибку, чтобы затем исправить ее. Самые распространенные среди новичков дефекты — неодинаковая ширина шва и его неравномерное заполнение. Происходит это из-за неравномерных движений кончика электрода, изменении скорости и амплитуды движений
По мере накопления опыта эти недостатки становятся все менее заметными, через некоторое время вообще исчезают
Происходит это из-за неравномерных движений кончика электрода, изменении скорости и амплитуды движений. По мере накопления опыта эти недостатки становятся все менее заметными, через некоторое время вообще исчезают.
Другие ошибки — при выборе силы тока и величины дуги — можно определить по форме шва. На словах описать их сложно, проще изобразить. На фото ниже показаны основные дефекты формы — подрезы и неравномерное заполнение, прописаны причины, их вызвавшие.

Ошибки, которые могут возникнуть при сварке
Непровар

Одна из ошибок, которые допускают начинающие сварщики: непровар
Этот дефект состоит в неполном заполнении стыка деталей. Этот недостаток необходимо корректировать, так как он влияет на прочность соединения. Основные причины:
- недостаточный сварочный ток;
- высокая скорость движения;
- недостаточная подготовка кромок (при сварке толстых металлов).
Устраняется корректированием тока и уменьшением длины дуги. Подобрав правильно все параметры, от такого явления избавляются.
О выборе инверторного сварочного аппарата для дома и дачи читайте тут.
Подрез
Этот дефект — канавка вдоль шва на металле. Обычно возникают при слишком длинной дуге. Шов становится широким, температуры дуги для прогрева не хватает. Металл по краям быстро застывает, образуя эти канавки. «Лечится» боле короткой дугой или корректировкой силы тока в большую сторону.

Подрез в угловом соединении
При угловом или тавровом соединении подрез образуется из-за того, что электрод больше направлен на вертикальную плоскость. Тогда металл стекает вниз, снова образуется канавка, но уже по другой причине: слишком сильном нагреве вертикальной части шва. Устраняется снижением силы тока и/или укорочением дуги.
Прожог
Это сквозное отверстие в сварном шве. Основные причины:
- чересчур большой ток сварки;
- недостаточная скорость движения;
- слишком большой зазор между кромками.

Так выглядит прожог шва при сварке
Способы исправления понятны — пробуем подобрать оптимальный сварной режим и скорость движения электрода.
Поры и наплывы
Поры выглядят как небольшие отверстия, которые могут группироваться в цепочку или быть раскиданы по всей поверхности шва. Являются недопустимым дефектом, так как значительно снижают прочность соединения.
Поры появляются:
- при недостаточной защите сварной ванны чрезмерном количестве защитных газов (электроды низкого качества);
- сквозняке в зоне сварки, который отклоняет защитные газы и кислород попадает к расплавленному металлу;
- при наличии загрязнений и ржавчины на металле;
- недостаточной разделке кромок.
Наплывы появляются при сварке с присадочными проволоками при неправильно подобранных режимах и параметрах сварки. Представляют собой затекший металл, который не соединился с основной деталью.

Основные дефекты сварных швов
Холодные и горячие трещины
Горячие трещины появляются в процессе остывания металла. Могут быть направлены вдоль или поперек шва. Холодные появляются уже на холодном шве в тех случаях, когда нагрузки для этого типа шва чересчур велики. Холодные трещины ведут к разрушению сварного соединения. Эти недостатки лечатся только повторной сваркой. Если недостатков слишком много, шов срезают и накладывают повторно.


Холодные трещины ведут к разрушению изделия
Техника сварки инверторным аппаратом описана тут.
Как варить вертикальный шов?
Сложность контроля сварки в условиях создания вертикального шва обусловлена обычным физическим явлением – силой тяжести. Таковая оказывает действие на массу расплавленного металла, который будучи в жидком виде, устремляется вниз.
Здесь действия профессионального сварщика заключаются в том, чтобы не дать расплавленной массе оторваться от места сваривания. Достичь такого результата поможет стабильно горящая электрическая дуга, удерживаемая на минимально допустимом расстоянии от конца электрода до сварочной ванны.
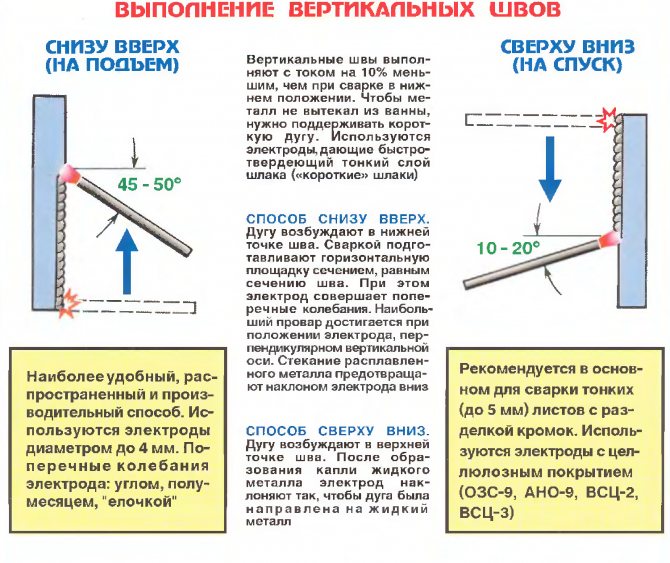
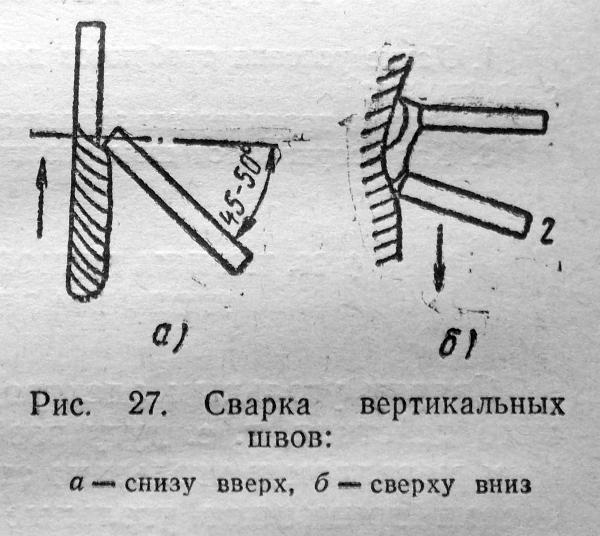
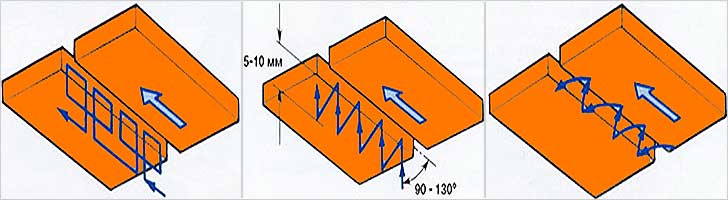
Техника снизу вверх
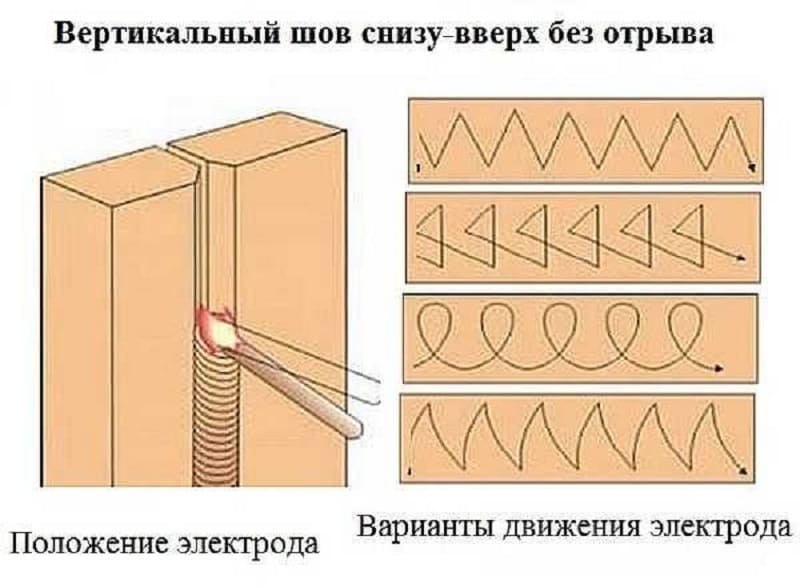
Вертикальный стык, как правило, заваривают ходом электрода в направлении от нижней точки к верхней. Такой маршрут обеспечивает более стабильный контроль, а электрическая дуга уверенно держит ванну с расплавом, предупреждая растекание. Именно проходом снизу вверх удаётся сформировать максимально качественный вертикальный шов.
Техника формирования вертикального шва по направлению снизу вверх. Для получения требуемой ширины шва и глубины провара мастера используют разные варианты «рисования» электродом
Конечно же, перед началом сваривания вертикального шва следует подготовить границы стыка, обработать в соответствии с техническими требованиями. Сварочный аппарат нужно настроить под условия сварки (выставить ток, подобрать электрод).
Изначально по линии стыка делаются несколько точечных «прихваток» – сварка коротким швом (1 – 2 см). Цель таких действий – исключить в процессе нагрева смещение свариваемых частей по причине температурной деформации.
Пример вертикального шва, полученного после сварки двух металлических пластин квалифицированным сварщиком. Использовалась техника направления перемещения электрода снизу вверх
Когда делается сварка стыка вертикально, угол удержания электрода относительно плоскости, на которую будет ложится шов, выдерживают в пределах 45-90º.
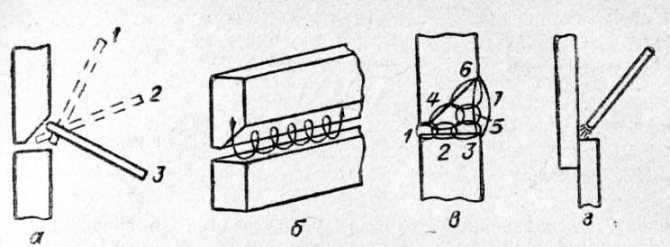
Инструкция сварщика устанавливает следующие действия:
- Контактом электрода о металл зажигается дуга.
- Делаются «прихватки» в 3-4 точках по линии стыка от её середины к краям.
- Сварка начинается в нижней точке линии стыка.
- Ход электрода направлен вверх, сварочная ванна удерживается в рабочей зоне.
Продвигать электрод следует с умеренной скоростью. Главный скоростной критерий – образование оптимального количества расплава сварной ванны.
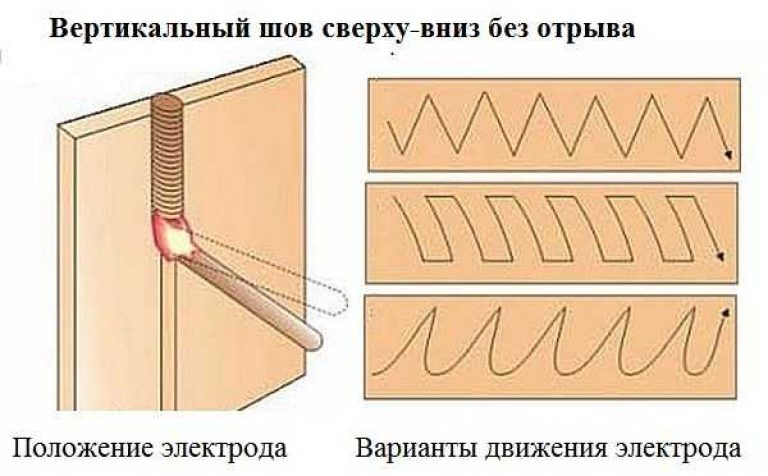
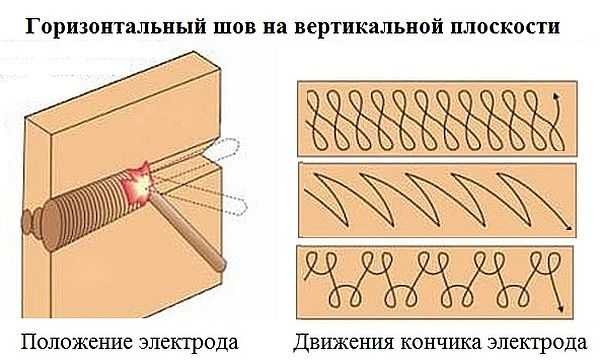
Одновременно с вертикальным ходом электрода допустимы поперечные зигзагообразные движения «полумесяцем», «елочкой» или другим «рисунком». Но техника поперечного хода видится актуальной только на металлах с толщиной стенки больше 4 мм.
Сваривать металл вертикальным швом рекомендуется одним проходом без остановки. Для начинающих сварщиков в этом видится сложность. Однако опыт нарабатывается быстро.
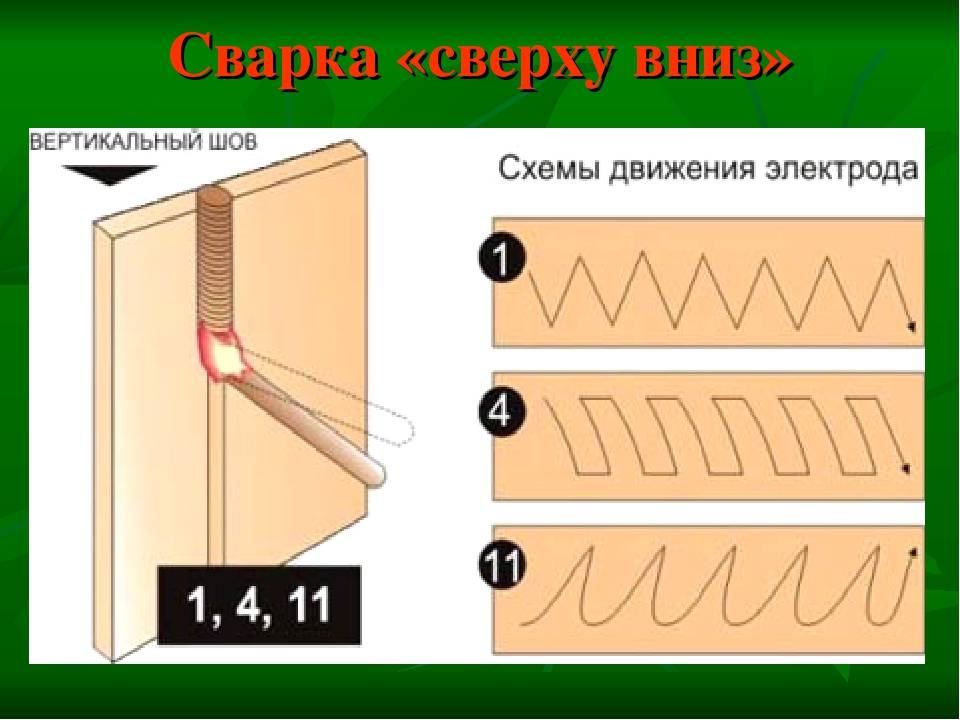
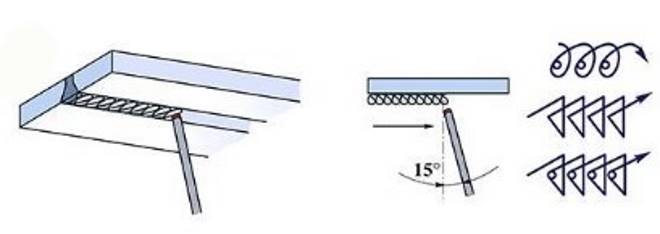
Техника сверху вниз
Набравшиеся опыта, сварщики без труда укладывают вертикальный шов движением электрода сверху вниз. В чём заключается хитрость исполнения такой операции?
Всё просто: поджигая электрическую дугу, электрод устанавливают относительно рабочей плоскости под углом 90º. Как только металл в точке образования дуги начинает расплавляться, угол установки электрода изменяют на 15-20º, немного опуская держатель.
Техника производства вертикального шва при направлении движения электрода сверху вниз. В этом варианта применяются несколько иные формы поперечной «отрисовки» электродом
Проводка электрода по линии стыка толстостенных металлов также выполняется поперечными зигзагами «пилообразной» или «прямоугольной» формы. Некоторые сварщики пользуются методикой «волнообразного» распределения расплава.
Между тем, способ формирования вертикального шва по направлению сверху вниз сопровождается большими сложностями для сварщика. Однако, по мнению многих специалистов, сварка в таком виде даёт лучший результат в плане качественных показателей.




